
- Что такое наждачная бумага
- Производство
- Клеевые составы
- Формы и типы
- Основные материалы для наждачной бумаги
- Бумажная подложка
- Тканевая основа
- Волокнистая основа
- Классификация абразивных бумаг
- Крупнозернистая бумага
- Мелкозернистый наждак
- Зернистость наждачной бумаги
- Российские стандарты
- Таблицы совместимости со стандартами других стран
- Маркировка шлифовальной бумаги
- Виды абразивов
- Типы подложки
- Переплет
- Метод нанесения и засыпки зерна
- Какой должна быть зернистость наждачной бумаги для данной работы?
- Как выбрать?
- Какую шлифовальную машину следует использовать для шлифовки древесины?
- Какой тип наждачной бумаги для обработки металла
- Шлифовальная бумага для пластика, камня, керамики и стекла
- Советы по использованию наждачной бумаги
- Специальное применение материала
- Очистка и шлифовка
- Шлифовка и работа с ней
- Заточка скребка
- Самодельная наждачная бумага по старым рецептам
- Что такое наждачный круг?
- Зернистость шлифовальных кругов
- Классификация шлифовальных кругов по зернистости
- Назначение инструмента
- Размер шлифовального круга
- Скорость вращения
- Форма колеса
- Тип абразива
- Зернистость шлифовального круга
- Твердость шлифовального круга
- Структура шлифовального круга
- Тип облигаций
- Класс точности
- Степень дисбаланса
- Другие маркировки на шлифовальном круге
Что такое наждачная бумага
Наждачная бумага, наждачная бумага (или просто наждак), наждачная ткань, наждак или наждачная бумага — все это названия одного и того же материала. Этот материал представляет собой гибкий абразив для ручного или машинного шлифования различных материалов. Шлифовальная бумага выпускается для металла, дерева, пластика и стекла. Иногда его используют для штукатурки и шпаклевки, но для этих целей более удобна шлифовальная сетка. Он не так сильно засорен.
Наждачная бумага, наждачная бумага, наждачная бумага, наждачная бумага, наждачная бумага, наждачная бумага — все это материалы.
Абразивы наждачной бумаги — это мелкие частицы твердого материала разного размера. Эти частицы называются зерном, а их размер — размером зерна. Они приклеены к гибкой подложке. Самый распространенный тип наждачной бумаги — бумажная. Это самый дешевый тип, но не самый долговечный. Тканевая основа более надежна, но может растягиваться, что также не всегда полезно при работе. Наждачная бумага на основе полиэтилена является водостойким абразивом. Это самый дорогой тип, но с ним можно работать даже в воде. Для влажных работ также используется водостойкая наждачная бумага.
Шлифовальная бумага используется для обработки металла, дерева, пластика, стекла
Шлифовальная бумага используется для удаления заусенцев и дефектов, придания поверхности гладкости, шлифовки и полировки. Поэтому наждачная бумага может быть как грубой, так и тонкой обработки. Грубая означает удаление краски или ржавчины, снятие заусенцев и предварительное выравнивание поверхности. Для этой работы используется крупная (500 мкм до 1 мм и выше) и средняя (200 мкм до 500 мкм) зернистость. Достижение ровной и гладкой поверхности — шлифование, полирование — уже является тонкой или финишной обработкой. Для этого вида работ используется мелкое зерно (менее 200 мкм).
Производство
Производство эмерильной бумаги началось в Китае в 13 веке. Мастера наклеивали на пергамент речной песок разного размера, дробленые ракушки, семена растений с помощью агар-агара или крахмального клея. Позже было придумано использовать битое стекло в качестве абразива, из которого была создана своего рода «стеклянная бумага».
Массовое производство наждачной бумаги началось в Лондоне в 1833 году, а затем распространилось по всему миру, технология была усовершенствована, и сегодня мы имеем множество различных видов этого продукта.
Этапы производства:
- Бумажная основа или ткань пропитывается полимерами, обычно каучуковым латексом.
- Клей, нагретый до 30 … 500C.
- Абразивный материал необходимой фракции наносится методом навала.
- Полуфабрикат помещается в печь для сушки. Температурный режим зависит от типа клея, размера зерна и других факторов.
Таким образом, низкокачественную наждачную бумагу можно изготовить в домашних условиях, используя картон, крошки от шлифовального круга или толченое стекло и песок.
Клеевые составы
В качестве связующего слоя используются различные связующие материалы, в зависимости от размера зерна и назначения.
Свойства клеевого покрытия во многом определяют характеристики готового изделия, такие как эластичность, прочность и водостойкость.
Чаще всего используются различные формальдегидные смолы — они обеспечивают высокую прочность, гибкость и водостойкость.
Клеи на основе смолы для натуральной сетки недороги, но не обладают водостойкостью.
Формы и типы
Обычно мы производим их в рулонах или листах. Листы могут быть изготовлены из картона или плотной бумаги. Как правило, он более жесткий, чем рулоны. Рулонная шлифовка чаще всего используется на ленточных шлифовальных машинах, а также при ручном применении. Кроме того, различают следующие виды абразивов:
- Абразивные круги. Они используются для крепления специальных приспособлений к машинам. Это могут быть шлифовальные машины, дрели и ударные дрели. Существуют различные типы:
- Обычные диски разного диаметра и разной зернистости.
- С приклеенной сзади липучкой.
- Хлопья — это полоски наждачной бумаги, приклеенные к основанию. Они могут быть разной зернистости. Они используются для черновой обработки металлов (обычно), для удаления краски (в том числе с бетона).
Шлифовальная бумага выпускается в листах, рулонах, лентах и дисках. Существуют также другие формы — для наконечников инструментов
- Ремни для ленточных шлифовальных машин. Они выпускаются определенной длины и ширины — под наиболее распространенные размеры.
- Проволочная марля. Тонкие провода, скрученные в ленту. Абразивные частицы приклеиваются к проволоке. Этот тип материала удобен для шлифовки штукатурки, поскольку большая часть образующейся пыли проходит через ячейки сетки и абразив не забивается. Это тип материала, используемый для выравнивания гипсовой штукатурки под покраску.
Также имеются шлифовальные губки. Это абразив, который наносится поверх полиуретановой пены. Этот тип абразива используется для выравнивания поверхностей с канавками, резьбой и углублениями. Абразивные частицы могут быть нанесены на одну, две или четыре стороны губки. Они могут быть одинакового или разного размера. Но обычно это мелкая зернистость, просто с разной степенью «тонкости». Губки более удобны, поскольку принимают любую форму, их можно пылесосить и сушить. Количество стирок не ограничено. Им не вредит стирка, их можно использовать до тех пор, пока зерна не распадутся. Это зависит от качества.
Основные материалы для наждачной бумаги
Как уже упоминалось в разделе о производстве наждачной бумаги, в качестве основы используются бумага, ткань и волокна.
Бумажная подложка
Это самый дешевый материал, но он также самый нестабильный и износостойкий. Все мелкозернистые и некоторые среднезернистые абразивные бумаги производятся на бумажной основе.
Тканевая основа
Шлифовальная бумага с тканевой основой более износостойкая и долговечная.
Тканевая основа также обеспечивает большую гибкость, что делает ее незаменимой при производстве шлифовальных лент для шлифовальных машин.
Волокнистая основа
Эта подложка изготавливается из целлюлозы, пропитанной хлоридом цинка. После высыхания и формовки образует твердую и прочную основу для волокнистых шлифовальных кругов. Волокнистая основа сильно впитывает влагу, поэтому на ее основе производятся только водостойкие абразивы.
Классификация абразивных бумаг
По размеру зерна наждачная бумага делится на два больших класса: мелкозернистая, начиная с нулевого, и крупнозернистая.
Крупнозернистая бумага
Крупнозернистая наждачная бумага используется для грубого выравнивания поверхностей или даже для снятия тонкого слоя материала, чтобы придать ему нужный размер.
Еще одно применение крупнозернистой наждачной бумаги — удаление старой краски, ржавчины и других твердых загрязнений.
Мелкозернистый наждак
Мелкозернистая наждачная бумага используется для улучшения поверхности, удаления шероховатостей, чистового шлифования и подготовки к дальнейшей обработке и нанесению покрытий.
Зернистость наждачной бумаги
Как уже упоминалось, зернистость наждачной бумаги — это размер абразивных фрагментов. Он измеряется в микрометрах. Самая мелкая зернистость наждачной бумаги составляет всего 3-5 микрон, а самая крупная — 1000 микрон (или 1 мм). Различают мелкую и крупную зернистость.
Обычно нас интересует только зернистость или размер зерна абразивной бумаги.
Российские стандарты
Чтобы было легче понять, что именно находится перед пользователем, размер абразивного зерна указан в обозначении. Но с этим не все так просто. В советское время существовал ГОСТ (3647-80), обозначение которого существует до сих пор, хотя в 2005 году был введен новый стандарт (ГОСТ Р 52381-2005), который был разработан на основе европейских стандартов. Разница между старым и новым ГОСТом существенна.
Такой способ маркировки используется в некоторых странах постсоветского пространства
- Старый стандарт устанавливает минимальный размер зерна. Это означает, что чем выше номер, тем крупнее зерно. Однако следует помнить, что некоторые зерна мельче. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна отличается. Стоит помнить об этом.
- В случае крупнозернистой наждачной бумаги размер зерна указывается в микронах, за которым следует буква H с тире перед ней — «H». Например, 63-H означает, что минимальный размер зерна наждачной бумаги составляет 63 микрона или 63 микрометра (мкм). Но будут и более крупные частицы. Насколько грубее? Немного меньше, чем предыдущая оценка. В этом случае только 80-H является более грубым, чем 63-H, т.е. зерно будет чуть меньше 80 микрометров. Второй пример — 6-H. Размер зерна не превышает 6 мкм или 60 мкм, а самое крупное зерно не превышает 80 мкм (как в предыдущем сорте 80-H).
Зернистость в микрометрах (мкм)Область применения и виды работ ISO 6344 (ГОСТ 52381-2005 Россия)Зернистость в микрометрах (мкм)Область применения и виды работ
| 80-Р | Р22 | 800-1000 | Придание шероховатости стали, другим металлам, дереву, удаление ржавчины, заусенцев. |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Шероховатость древесины, предварительная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, предварительное шлифование. Штукатурка, дерево, металл |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Удаление лака, шлифовка металла и древесины мягких пород, подготовка к шлифовке древесины твердых пород |
| 6-Н | Р180 | 63-80 |
-
- При маркировке мелкозернистых абразивов размер зерна указывается в микрометрах, за которым следует буква «М» (без дефиса). Пример: 14М. Это означает, что максимальный размер зерна наждачной бумаги составляет 14 микрометров, но есть и более мелкие зерна до 10 микрон.
- Новый стандарт (ГОСТ Р 52381-2005) определяет размер зерна абразивной бумаги в зависимости от количества волокон сита, через которое просеивается абразив. Получается, что чем меньше число, тем крупнее зерно. Номеру предшествует буква «P».
Обозначение абразивной бумаги по ГОСТ 3647-80 Обозначение абразивной бумаги ISO 4344 (ГОСТ 52381-2005 Россия)Размер зерна абразивной бумаги в микрометрах (мкм)Для каких работ использовать
| 5-H или M 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердой древесины |
| 4-H или M 50 | Р280 | 40-50 | |
| H-3 или M 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| H-3 или M28 | Р600 | 20-28 | |
| H-1 или M20 | Р1000 | 14-20 | Шлифование металла, пластика, керамики, влажная обработка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| H-0 или M10 | Р1500 | 7-10 | Сверхточная полировка металла, глянцевая полировка пластмасс, дерева |
| H-01 или M7 | Р2000 | 5-7 | |
| H-00 или M5 | Р2500 | 3-5 |
Как видите, это уже довольно запутанно. Стоит также отметить, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. В те времена варианты в микронах были более популярны. По этой причине самое мелкое зерно, 5M или 00-H, часто называют нулевым зерном. Это связано с тем, что его размер составляет 3-5 микрометров. Согласно правилам округления, его можно принять равным нулю. Отсюда и название.
Таблицы совместимости со стандартами других стран
Как видите, ситуация не простая. Существует американский ANCI (США и Канада), европейский FEPA или его другое название ISO 6344, японский JIS и китайский GB2478. На рынке можно найти материалы практически из всех этих стран и частей света. Поэтому желательно иметь хотя бы некоторые данные. Наиболее распространенные из них показаны в таблицах.
Обратите внимание, что размер зерна в микрометрах (мкм) написан рядом с каждой колонкой. Размеры варьируются. Это может быть важно для вашей работы.
Маркировка шлифовальной бумаги
Этикетка наждачной бумаги представляет собой набор букв и цифр, в которых закодирована вся информация о типе основы, абразиве, способе применения, составе и размере зерна. Мы уже рассмотрели размер зерна. Этот параметр расположен в конце ряда букв и цифр. Это более или менее понятно. В целом, обозначение наждачной бумаги представляет собой следующие данные (начиная с первого символа):
- из какого материала изготовлено зерно;
- основание абразивной бумаги;
- связь, посредством которой зерно прикрепляется к подложке
- способ нанесения песка;
- тип подложки (бумага или ткань);
- водонепроницаемость (если не является водонепроницаемым, не указывать);
- зернистость шлифовальной бумаги.
Давайте разберемся с другими характеристиками, которые закодированы в маркировке. Буквы здесь латинские. В качестве примера рассмотрим следующую разметку: KK19XW. Таким образом:
- первая буква К указывает на тип абразива — обычный электрокорунд;
- вторая К обозначает основу — хлопчатобумажную ткань;
- 1 — двухслойное нанесение связующего (смола + смола).
- 9 — тип применения неясен;
- X — тип ткани — жесткая.
- W — означает, что ткань водонепроницаема.
Затем должна быть буква P и число, указывающее на зернистость абразивного материала.
Виды абразивов
Первая буква указывает на материал, из которого изготовлен абразив. Абразивное зерно отвечает за давление, оказываемое во время обработки. Чем жестче бумага, тем дольше вы можете работать на одном куске наждачной бумаги. К сожалению, правило гласит: чем лучше, тем дороже.
- K — «нормальный» оксид алюминия. Абразив коричневого цвета (оттенки могут варьироваться). Самый распространенный и относительно недорогой материал.
- C — карбид кремния. Очень твердый материал. Не изнашивается в течение длительного времени и не засоряется слишком сильно. Для обработки стекла и пластмасс, а также для финишной полировки металла.
Различные типы наждачной бумаги. Они различаются не только по размеру зерна, но и по материалу, из которого оно изготовлено - G — цирконий-алюминиевый оксид. Благодаря добавлению циркония он имеет кирпично-красный цвет. Отличается повышенной стойкостью к истиранию, но стоит дороже «обычной».
- A — легированный оксид алюминия. Содержит добавку титана, что придает ему голубой цвет. Наверное, самый сложный. Рекомендуется для шлифования труднообрабатываемых материалов.
- V — белый оксид алюминия. V — White отличается белым цветом из-за высокого содержания алюминия.
- S — керамический электрокорунд.
Если, глядя на рисунок, вы думаете, что наждак цветной, то не стоит так думать. Различные цвета ему придают различные добавки, используемые при производстве абразивов. Другая вещь, которую мы чаще всего видим, — это коричневая, серая или темно-серая шлифовальная наждачная бумага. Это просто самые дешевые и самые ходовые.
Типы подложки
Основа наждачной бумаги — это материал, на котором закреплен абразив. Этот материал определяет степень гибкости и устойчивости к деформации. Он также определяет, можно ли использовать тот или иной тип шлифовального диска для сухого или влажного шлифования.
В обозначении тип подложки кодируется второй буквой.
- Тканая основа. Ткани ткут из хлопка или синтетических волокон:
- К — хлопчатобумажная ткань. Высокая прочность, долговечность, не боится намокания. Его недостатком является то, что он может удлиняться во время использования. Не подходит для ленточных шлифовальных машин.
- X — полиэфирная ткань. Он устойчив к износу по сравнению с хлопком. Он подходит для ремней различной ширины. Основание плотное. Он может слегка растягиваться при шлифовке и не деформируется в течение длительного времени.
Абразивная ткань представляет собой тканый (текстильный) материал основы. - Y — синтетический. Используется в мебельной промышленности для шлифовки деревянных плит. Выдерживает очень высокие нагрузки.
- J — эластичная хлопчатобумажная ткань. Подходит для мелких вспомогательных работ.
- JJ или F — высокоэластичная хлопчатобумажная ткань. Эти ткани используются в узких полосах и высоких рельефах. Они очень хорошо растягиваются и сгибаются.
- P — бумажная подложка. Недорогие, можно использовать даже очень мелкую зернистость. Zerosilver и другие мелкозернистые абразивы основаны на этой базе. Не может использоваться для влажной шлифовки (с подачей воды) без дополнительной пропитки. Шлифовальная бумага для шлифовки выпускается различной плотности. Мелкий абразив используется для бумаги с меньшей плотностью; крупный абразив используется для бумаги с большей плотностью. Существуют различные типы наждачной бумаги:
- A — плотность 90 г/м², B — плотность 110 г/м². Для мелкой зернистости. Он гибкий и хорошо гнется для легкой отделки.
Шлифовальная колодка — это другое название шлифовальной бумаги. - C — 125 г/м², со средней зернистостью. Этот тип является наиболее распространенным. Он может поставляться в рулонах или в виде тонких листов.
- Плотность бумаги типа D составляет 150-180 г/м², а типа E — 220-250 г/м². Это крупнозернистый субстрат. Обычно она выпускается в виде листов (для ручного нанесения) и узких полос, дисков для виброшлифовальных машин.
- Твердые бумаги F (270 г/м²) и T (300 г/м²) служат основой для очень крупного зерна. Он используется для производства широких лент для больших шлифовальных машин.
- A — плотность 90 г/м², B — плотность 110 г/м². Для мелкой зернистости. Он гибкий и хорошо гнется для легкой отделки.
- F-волокно. Плотная и прочная ткань. Используется в производстве панелей. Он впитывает воду и поэтому не подходит для влажной шлифовки.
- C — композитная основа. Это плотная бумага, покрытая с одной стороны тканью. Ткань делает бумагу более устойчивой к деформации и имеет более длительный срок службы. Обычно его используют для крупного зерна.
- Т — латексная бумага. Это специализированный тип подложки, который домашние мастера не используют из-за его высокой стоимости.
Что касается подложки, то бумажный наждак является самым дешевым. Обычно он используется для ручной работы или крепится к рукоятке. Бумага с тканой основой чаще всего используется в шлифовальных машинах. Вы можете выбрать хлопок или полиэстер. В зависимости от ваших предпочтений.
Переплет
В третьей позиции шлифовальный блок маркируется номером, который указывает на способ сцепления абразива с поверхностью. Используются клеи, полимерные смолы или комбинация того и другого. Клей хорошо прилипает к абразиву и основанию. Однослойная смола (обозначается цифрой 2 в соответствующем месте) используется там, где абразив не подвергается большим нагрузкам.
Для более прочной фиксации зерна поверх клея заливается второй слой. Обычно это смола (фенольная или другая). В результате получается комбинация клей + смола (цифра 3 в обозначении). Второй слой связующего вещества делает наждак более устойчивым к истиранию.
Существует также вариант — смола + смола (это 1 в кодировке). Это означает, что и первый, и второй слои изготовлены из бакелитовой смолы. Стоимость такого варианта выше, что и определило область его применения — производство.
Метод нанесения и засыпки зерна
Существует два способа нанесения зернистости на первичный связующий слой: свободный и электростатический. При использовании свободно текучих материалов абразивные частицы просто засыпаются. Они лежат свободно, и их направление случайно. При электростатическом методе гравирования бумага пропускается через электрическое поле. В результате зерна имеют одинаковую ориентацию, что делает поверхность более шероховатой.
Кроме того, существует два типа засыпки гравия: открытая и закрытая. Они различаются по количеству частиц на единицу площади. При открытом заполнении острые фрагменты разнесены друг от друга, и видно основание (открытое). Такая бумага хороша для работы с сыпучими материалами. Например, в случае с древесиной. Древесная пыль удаляется, а абразив не забивается.
Наполнение закрытых абразивных зерен более плотное. Абразивные частицы лежат бок о бок, основание практически закрыто, невидимо. Этот тип наждака хорошо подходит для твердых материалов (например, стали).
Какой должна быть зернистость наждачной бумаги для данной работы?
Как вы можете себе представить, для разных материалов используется разная зернистость. Важна не форма выпуска, а зернистость и способ нанесения. Тип абразива и способ его применения имеют второстепенное значение. Они оказывают большее влияние на долговечность материала. Но, как это обычно бывает, лучшее стоит дороже. Здесь каждый выбирает сам. И лучше выбирать размер зерна для конкретных задач.
Как выбрать?
При выборе обращайте внимание не только на стоимость, но и на свойства продукта.
- Зернистость материала. Выбор размера зерна должен зависеть от цели покупки: Для первичной подготовки древесины размер зерна P22 … P60. Для подготовки деревянных или металлических поверхностей к покраске выбирайте P240 и мельче.

- Материал является основой. Для длительной работы целесообразно приобрести абразив на основе ткани или комбинированный. Если планируется ручное выравнивание поверхности, подойдет также грунтовка на бумажной основе.
- Для ручной работы можно использовать продукт любого формата. Для шлифовальных машин и станков удобнее выбирать специальные диски или полосы, которые не нужно резать и клеить.
Какую шлифовальную машину следует использовать для шлифовки древесины?
Чтобы предотвратить засорение наждачной бумаги, зерно следует наносить с интервалами. Это открытый тип заявки. В этом случае его не нужно будет «выбивать» или часто менять. Подложка может быть бумажной или тканевой. Бумага дешевле, ткань дороже. Если у вас есть мельница, обратитесь к ее рекомендациям. Если вы работаете вручную, можно прикрепить деталь к специальному держателю или прибить ее к стержню.
Рекомендации по выбору зерна приведены в таблице. Для предварительной обработки используется наждачная бумага от P40 до P80. Это нужно для придания формы, удаления толстого слоя. Те же материалы используются для удаления краски и лака с дерева. Для подготовки древесины к покраске вам потребуется от 100 до 240 фунтов стерлингов. Для шлифовки после первого слоя используйте P360 или P400. А чтобы выровнять его, отполировать и покрыть лаком, нужно от 500 фунтов стерлингов и выше. В общем, полировка — это отдельный вопрос, и вам придется шлифовать и покрывать лаком или краской шаг за шагом. И с каждым разом вы берете все более тонкую крупу. Полировка обычно завершается с помощью мягкого полировочного материала (войлока).
Какой тип наждачной бумаги для обработки металла
Для обработки металла необходимо использовать более твердый абразив, а значит, более дорогой. Обычный корунд справляется с алюминием и его сплавами. С ним также можно обрабатывать чугун, бронзу и черную сталь. Для латуни требуется по меньшей мере цирконий, но предпочтительнее титан или сплав оксида алюминия. Керамика еще лучше. Следует также помнить, что способ применения должен быть закрытым.
Принцип выбора абразива тот же: для грубой обработки следует использовать более крупные зерна, для тонкой — более мелкие. Для удаления ржавчины и сглаживания крупных неровностей следует использовать самый грубый абразив. Чем тоньше слой, тем мельче зерно. Так что все это имеет смысл. Однако имейте в виду, что на одну работу приходится две или три зернистости. Это не означает, что вы должны использовать любой из них. Однако это означает, что для получения хорошего результата следует работать с каждым размером. Однако, если внешний вид не так важен для вас, то один размер за пределами рекомендуемых размеров — это просто прекрасно.
Шлифовальная бумага для пластика, камня, керамики и стекла
Рекомендации одинаковы для типа абразива и его применения: жестче, плотнее. Однако рекомендуется шлифовать с водой, поэтому необходима водостойкая модификация шлифовальной бумаги.
Для окончательной обработки пластмасс и стекла наждачная бумага даже с самым мелким зерном, той же нулевой марки или P800, будет слишком грубой. Это оставит видимые царапины. Эти материалы выравниваются пастой ГОИ и еще более мелкими абразивами. Однако это отдельная история со своей технологией.
Советы по использованию наждачной бумаги
Старайтесь избегать прямого контакта с водой. Это может привести к тому, что продукт потеряет свои свойства и будет трудно достичь желаемого эффекта.
Марлю легко чистить благодаря ее крупным ячейкам. Во время работы периодически стряхивайте пыль или постукивайте ею о близлежащий предмет или руку.
Используйте гибкий шлифовальный диск или губку, чтобы легко проникнуть в углубления или глубокие отверстия.
Не забудьте иметь в кладовке наждачную бумагу. Он может пригодиться в любой момент, как дома, так и в машине.
Защищайте руки во время работы: надевайте одноразовые перчатки или перчатки для защиты пальцев. Помните, что материал имеет тенденцию нагреваться при длительном трении!
Специальное применение материала
При шлифовании поверхности зерно абразива меняется в порядке от более крупного к более мелкому. Рекомендуется увеличивать индекс зернистости не более чем на сто единиц при каждой смене зернистости. Это позволит удалить крупное зерно с предыдущей бумаги, не замедляя при этом всю работу.
Для влажной шлифовки выбирайте шлифовальные бумаги из водостойкого холста зернистостью от 400 до 800.
Обратите внимание, что наждачная бумага обычно хранится не более двух лет, так как по истечении этого времени подложка может потерять свою эластичность, а абразив может частично начать крошиться. Качество бумаги можно проверить с помощью простого теста: если наждачную бумагу на водной основе сложить пополам, то хорошая бумага сложится, а просроченная сломается на сгибе.
Тканевая основа подвергается испытанию на разрыв: если порвать просроченную наждачную бумагу, она порвется с характерным треском.
Очистка и шлифовка
После того, как древесина собрана, ее необходимо выровнять и отшлифовать. Также очищает торцевые срезы, канавки рубанка, следы клея, занозы, выступающие волокна в угловых и продольных срезах.
При подготовке поверхностей к окрашиванию или лакированию используйте самую мягкую ткань для шлифовки. Также рекомендуется шлифовать фанеру с мелким зерном, несмотря на кажущуюся ровность ее поверхности. Мельчайшие неровности, невидимые глазу, после лакировки приобретут рельефность и будут отлично видны.
Шлифовка и работа с ней
Некоторые мастера после шлифовки деревянной поверхности дорабатывают ее скребком — заостренным прямоугольным металлическим лезвием, край которого направлен под углом 90 градусов.
Скребок направляют по направлению текстуры древесины, держа его под прямым углом к поверхности.
Заточка скребка
Скребок очень быстро затупляется, особенно при работе с твердой древесиной. Для заточки используйте специальные деревянные бруски размером 20*60 мм и зажмите скребок в тисках. Напильник используется поочередно встык, затачивая скребок под нужным углом.
Важно обеспечить правильный профиль сечения ключа — центр должен плавно возвышаться над краями примерно на полмиллиметра.
Также модно затачивать скребок на хвостовике — этот метод требует практики, твердой руки и здравого смысла.
Самодельная наждачная бумага по старым рецептам
Первая наждачная бумага появилась не в 1833 году, а тысячи лет назад. Жители прибрежных районов использовали кожу акулы или варили клей на рыбьей чешуе. Затем его раскладывали на кусках кожи или холста и посыпали песком. Ремесленники, живущие вдали от берега, получали клей из костей и жил животных или использовали смолу деревьев.
Чтобы изменить эффект на обработанной поверхности, мастера изготовили несколько вариантов ткани. На одних листах лежали крошки драгоценных камней, на других — песок, на третьих — ракушки или семена растений. Для обработки больших камней или предметов создавались металлические пластины, на которые на нагретую поверхность наносился абразивный материал.

Сегодняшние пластины выпускаются с той же маркировкой, которая принята во всем мире. Старая наждачная бумага, полученная по наследству или купленная в магазине DIY, может значительно отличаться от принятых стандартов, поэтому лучше ориентироваться на внешний вид, это поможет избежать ошибок.
Что такое наждачный круг?
Наждачный круг — это абразивный режущий инструмент. Его можно использовать как для ручной обработки поверхности, так и для работы на станках или специальном шлифовальном оборудовании. Например, профессионалы ищут шлифовальный круг для заточного станка с размером зерна, обеспечивающим наиболее эффективное использование инструмента.
Шлифовальные круги делятся по многим параметрам. Абразивы и связующие элементы являются обязательными для каждого типа.
Зерна в абразиве могут быть сделаны из:
- карбид кремния;
- Бриллиант (искусственный или натуральный);
- электрокорунд;
- локоть.
Размер зерна шлифовальных кругов определяет их основную функцию. Абразив срезает микроскопическую стружку с заготовок или материалов. Что касается связи, то она может быть искусственного или естественного происхождения. Цель связи — прочно связать зерно вместе.
Кроме того, на поверхности шлифовального круга всегда есть поры. Поскольку пространство не заполнено связующим, на поверхности образуются микроскопические поры и шероховатости. Некоторые производители пропитывают шлифовальные круги специальными пропитками для снижения температуры в зоне обработки. Такие инструменты называются «пропитанными».
Зернистость шлифовальных кругов
Зернистость шлифовального круга должна выбираться в соответствии с конкретными требованиями к чистоте поверхности инструмента. Каждый шлифовальный круг имеет обозначение.
Именно эта маркировка помогает выбрать правильный шлифовальный или заточной инструмент для работы. Зернистость шлифовальных кругов для дерева отличается от зернистости кругов для металла; качество обработки зависит от выбранной модели. Если на поверхности заготовки или инструмента имеются шероховатости или зазубрины, значит, при выборе зернистости была допущена ошибка.
Наиболее часто используемыми инструментами на рынке являются
- Зернистость абразивного круга 120;
- зернистость шлифовального круга 60;
- Абразивный круг с зернистостью 100.
Выбор зернистости зависит от типа шлифования и чистоты поверхности.
Стол для шлифовальных кругов

Как следует выбирать зернистость шлифовального круга? Зернистость зависит от вида работ. Они могут использоваться для грубого или тонкого помола. Для грубого шлифования требуются соответствующие крупнозернистые шлифовальные круги. Финишная обработка требует более мелкой зернистости. Кроме того, выбор шлифовального круга также зависит от технических свойств режущего инструмента и метода шлифования.
Классификация шлифовальных кругов по зернистости
Технические характеристики шлифовального круга зависят от зернистости.
Классификация зернистости

Зернистость определяет количество удаляемого материала. Например, большая зернистость откидного круга позволяет шлифовать большие металлические трубы. Для обработки древесины подходит инструмент с меньшей зернистостью.
Для шлифования необходимы круги с различной зернистостью:
- предварительные операции с большой глубиной реза;
- Операции притирки;
- механическая обработка алюминия, латуни и меди.
Крупнозернистые модели используются для торцевого и внутреннего шлифования. Крупнозернистые инструменты обычно требуются для станков с особенно высокой жесткостью и коэффициентом мощности.
Круги средней и мелкой зернистости используются для обработки:
- обработка твердых сплавов;
- Работа с закаленными сталями;
- Финишная шлифовка;
- заточка инструментов.
Диски средней и мелкой зернистости необходимы там, где предъявляются особенно высокие требования к точности профиля заготовки.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация зернистости шлифовальных кругов соответствовала ГОСТ 3647.

Поскольку на рынке представлены различные типы инструментов, в том числе изготовленные в более ранние годы, обе классификации зернистости шлифовальных кругов по-прежнему актуальны.
Таблицы зернистости для шлифовальных кругов в соответствии со старыми и новыми стандартами
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Обозначение зернистости шлифовальных кругов позволяет выбрать подходящий инструмент для работы и тем самым определяет качество всей работы.
Назначение инструмента
Степень тонкости обработанной поверхности зависит от размера зерна. Зерно может встречаться в виде агрегатов или мелких кристаллических фрагментов любой формы. Также доступны образцы, в которых зерно имеет форму кристалла.
Зернистость шлифовального круга имеет три основных параметра:
- толщина;
- ширина;
- длина.
Однако в большинстве существующих классификаций специалисты используют в качестве определяющего фактора только ширину. Зернистость шлифовального круга определяет количество металла (или другого материала), снимаемого за один проход, и общую эффективность шлифования.
Конкретные обозначения шлифовальных кругов включают:
- тип;
- размер;
- тип абразива
- класс твёрдости
- номер грануляции;
- структура;
- максимальная скорость обработки;
- Тип облигаций
- уровень точности;
- степень дисбаланса.
Следует отметить, что ГОСТовская зернистость шлифовальных кругов, имеющихся на рынке, представлена в разных изданиях. В основном они касаются обозначения зернистости и класса абразива. Поэтому производители иногда маркируют свою продукцию по-разному. На рынке также можно найти модели, имеющие как новые, так и старые обозначения.
Маркировка абразивных материалов состоит из определенной комбинации букв и цифр. В соответствии с положениями ГОСТ 28818-90 в профессиональной среде обыкновенному электрокорунду присвоены следующие обозначения: 12А; 13А; 14А; 15А.
Расшифровка размера зерна шлифовальных кругов довольно проста, что очевидно для специалистов в производственной сфере. Его суть заключается в следующем: чем выше цифровое обозначение в префиксе, тем выше качество абразива. Это означает, что твердость максимизируется за счет минимизации ненужных примесей. От этого зависит высокая производительность резки материала.
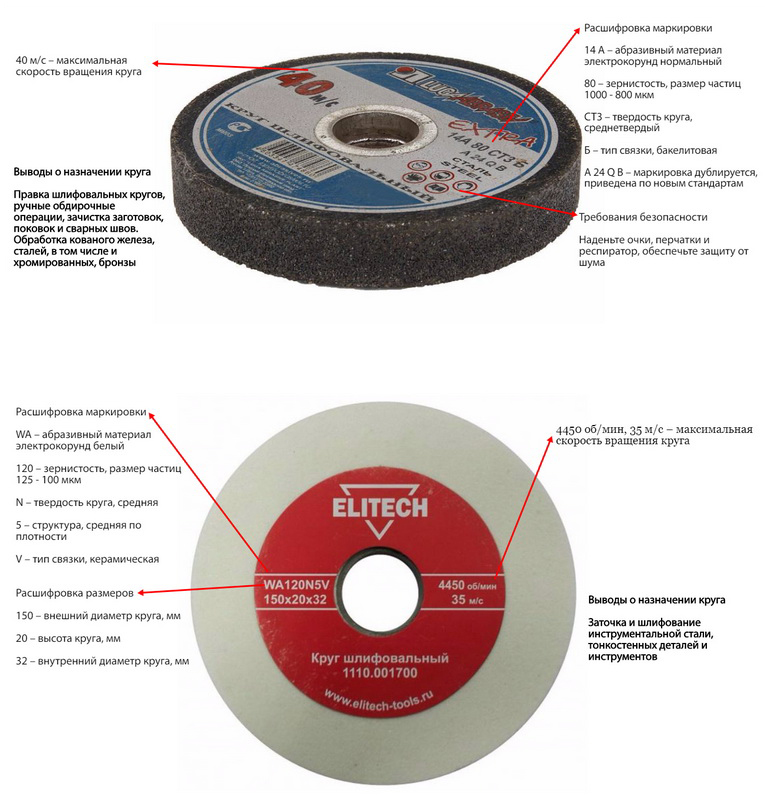
Размер шлифовального круга
Это указано в названии шлифовального круга и воспроизведено на упаковке. Например, в названии шлифовального круга 175x20x32 мм цифры означают следующее: 175 мм — внешний диаметр, 20 мм — высота колеса и 32 мм — внутренний диаметр сиденья. Станки предназначены для работы с кругами определенных размеров. Эти требования обычно указаны в руководстве по эксплуатации машины, и им следует следовать в первую очередь.
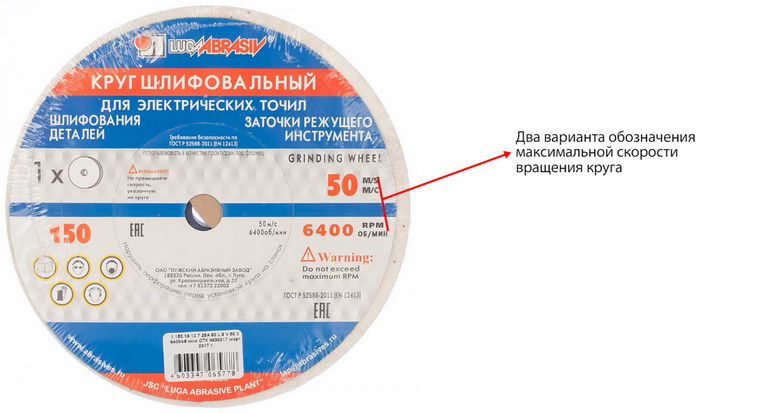
Скорость вращения
Это зависит от прочности колеса. Он должен выдерживать скорость, которую ему придаст шлифовальный или заточной станок. Если оснастка недостаточно прочная, она быстро изнашивается, и вскоре вам придется покупать новую. Производители указывают максимально допустимую скорость вращения своих колес в двух единицах: м/с и об/мин.
Как шлифовальные круги обозначаются символом скорости
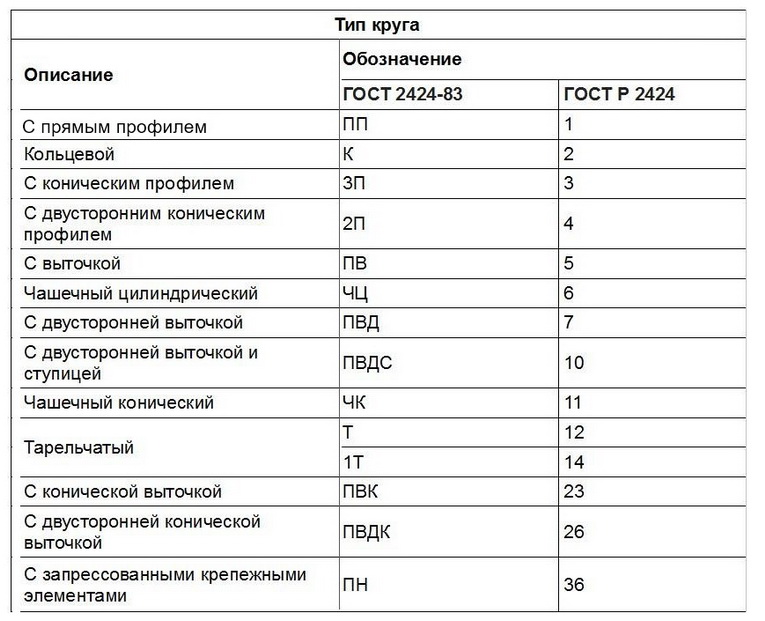
Форма колеса
Это определяет характер работы, которую можно выполнить с помощью инструмента. Круг с прямым профилем используется для правки лезвий ножей. Конические профильные колеса используются в цепях и пильных дисках. Имеется 14 различных форм. По старым стандартам форма колеса обозначается буквами и цифрами, по современным стандартам — только цифрами. Один из вариантов обозначения обычно включается в название. Пример цифрового обозначения: Колесо 1 — изделие с прямым профилем.
Формы шлифовальных кругов и их маркировка
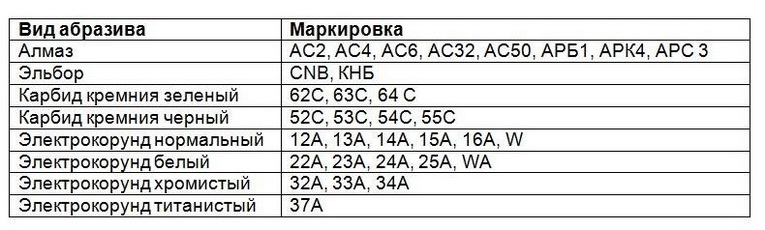
Тип абразива
Абразив — это мельчайшие зерна с острыми краями, которые снимают слой за слоем с обрабатываемой детали. Свойства частиц определяют, будет ли поверхность после обработки гладкой или шероховатой. Основными характеристиками абразивов являются твердость, устойчивость к механическому воздействию, теплу и химическим веществам.
Виды абразивных материалов, их свойства и маркировка

Каждый материал имеет свои подвиды, которые отличаются по своим параметрам и по-разному проявляются в работе. Например, оксид алюминия на 93-96% состоит из оксида алюминия, а его разновидность, белый электрокорунд, содержит до 98-99% этого вещества. Поэтому он более твердый и обладает повышенной абразивностью и хрупкостью. Шлифовать такими инструментами легче, а количество сгоревшего металла уменьшается. Материал обозначается 22A или альтернативно 23A, 24A или 25A. Чем выше числовое значение, тем тверже и лучше зерно.
Назначение абразивных материалов
Зернистость шлифовального круга
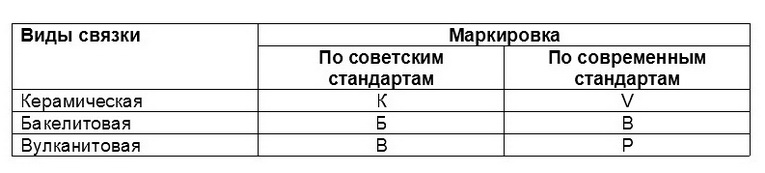
Указывает размер абразива и измеряется в микронах. Чем равномернее размер зерна, тем лучше качество обработки поверхности. Существует две системы обозначения шлифовальных кругов по этому параметру. В советском стандарте ГОСТ 3647-80 используется цифровая система обозначений. Цифра 1 указывает на зернистость 10 микрон. Если зернистость шлифовального круга равна 40, размер зерна составляет 400 мкм. Новый стандарт ГОСТ Р 52381-2005 соответствует всемирной системе маркировки FEPA. В этой системе зернистость обозначается буквой F и цифрой. Чем выше значение числа, тем мельче абразивные частицы. Например, F70 означает, что зернистость составляет 200-250 микрон, а F40 предполагает зернистость 400-500 микрон.
Зернистость обычно выбирается в зависимости от обрабатываемого материала, шероховатости заготовки и толщины снимаемого слоя. Например, грубое шлифование сначала выполняется шлифовальным кругом с крупной зернистостью, а затем для чистовой обработки используется мелкая зернистость.
Твердость шлифовального круга
Это указывает на устойчивость связки к вытягиванию зерна и долговечность инструмента. Абразивное зерно должно выработать свой ресурс, прежде чем оно выпадет из связки, обнажая следующий слой абразива.
Класс твердости обозначения шлифовального круга
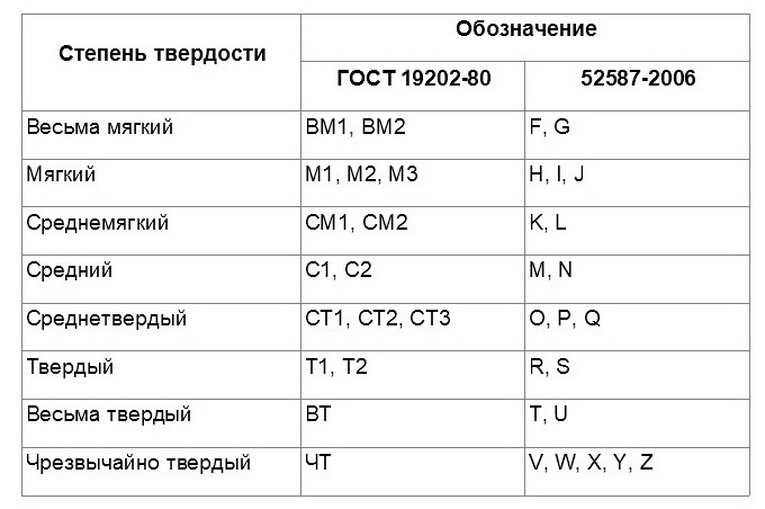
Наиболее распространенные шлифовальные круги имеют среднюю степень твердости. Однако выбор зависит от задачи: какое оборудование и какой материал необходимо обработать. Неправильный выбор повлияет на качество работы. Недостаточно твердый инструмент быстро выработает свой максимальный срок службы. Если твердость слишком высока, на заготовке могут появиться трещины или прижоги.
Структура шлифовального круга
Это указывает на пропорции, в которых смешиваются абразив и связка. Чем больше зернистость, тем выше плотность. Чем прочнее связь, тем больше промежутков между кристаллами абразива и тем более пористой будет структура круга.
Типы конструкции шлифовальных кругов при маркировке

Выбор инструмента в соответствии с этим параметром зависит от обрабатываемого материала. Круг с компактной структурой используется для шлифования твердых материалов и для абразивной резки. Круги с высокопористой структурой используются для обработки цветных металлов и сплавов с высокой вязкостью.
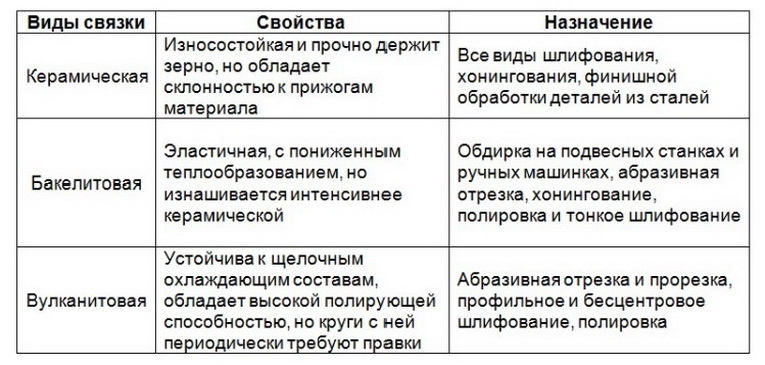
Тип облигаций
Связка может быть бакелитовой, керамической или вулканитовой. Состав связки влияет на производительность и применение абразивного инструмента.
Типы связей и характеристики связей
Определение размеров связки смолы при маркировке шлифовальных кругов
Класс точности
Он определяет степень соответствия инструмента заявленной геометрической форме и размерам. Он также указывает на однородность абразивных зерен, их класс и баланс рабочей поверхности. Существует три класса точности, которые указаны в обозначениях шлифовальных кругов.
AA — прецизионные шлифовальные круги для многовальных станков и автоматических линий.
A — прецизионная оснастка для использования с большинством оборудования, например, в магазинах или крупных мастерских.
B — оснастка самого низкого качества для бытовых и полупрофессиональных станков.
Степень дисбаланса
Баланс колеса зависит от его геометрии. Если зерно и связующее тщательно перемешаны и равномерно распределены по рабочей поверхности, ни одна поверхность не будет слишком тяжелой или слишком легкой. В результате шлифовальный круг будет вращаться равномерно, а качество обработки поверхности будет выше. Существует четыре класса дисбаланса, причем к первому классу относятся наиболее сбалансированные колеса. Помимо качества обработки, этот параметр также влияет на срок службы оборудования. Чем лучше оснастка, тем меньше износ компонентов станка.
Корреляция между классами точности и дисбаланса

Другие маркировки на шлифовальном круге
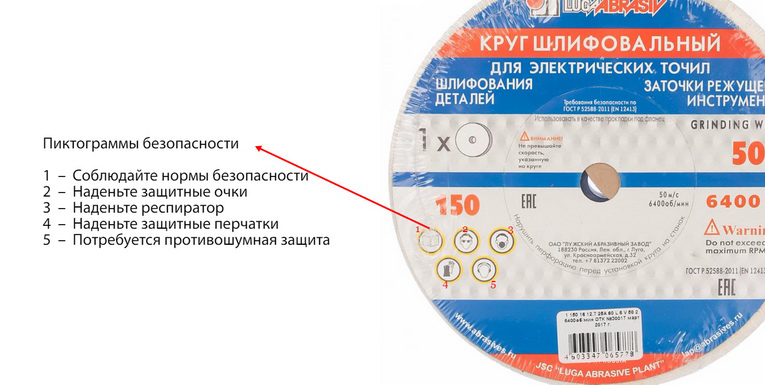
На оснастке часто встречаются пиктограммы безопасности.
Пояснения к пиктограммам
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о том, как с ними работать. Примените свои новые знания на практике.
Как читать маркировку
Теперь вы знаете, как прочитать маркировку на шлифовальном круге, чтобы получить всю информацию о нем.